§ 3. Зачем станку все эти оси? - НПК Дельта-Тест / электроэрозионные (электроискровые) станки и технологии АРТА
Главное меню:
- Главная
-
Предприятие
- Новости
- Предприятие сегодня
- История
- Партнеры
- Сертификаты, Дипломы
- Фотоальбомы
- Вакансии
-
Оборудование и Сервис
- Вырезные станки
- Прошивные станки
- Разработка спец. оборудования
- Модернизация оборудования
- Обучение, тех. поддержка
- Архив моделей оборудования
- Запрос ТКП
- Расходные материалы
- Изготовление деталей
- Библиотека
- Контакты
Библиотека \ Энциклопедия электроэрозии
§ 3. Зачем электроэрозионному проволочно-
24.04.2015
Человек, впервые столкнувшийся с современным электроэрозионным проволочно-
Здесь мы опустим физические и технологические нюансы процесса электроэрозионной проволочной-
Начнем с простейшего случая, когда в обработке участвуют две управляемые от системы ЧПУ оси: X и Y (2-
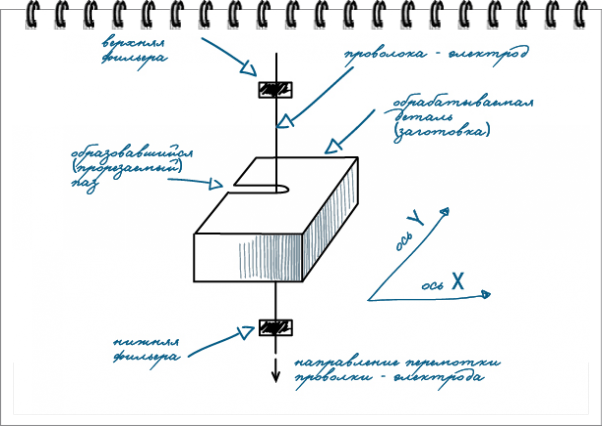
Итак, мы имеем заготовку, установленную на предметном столе станка (на рисунке предметный стол не показан), и натянутую постоянно перематываемую проволоку-
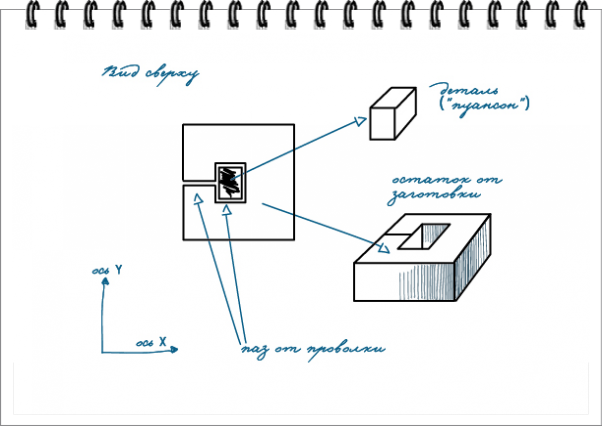
Обрабатываемые таким способом детали условно можно разделить на две группы, которые принято обозначать терминами "пуансон" и "матрица".
1. "Пуансон" получается из выпадающей части заготовки (смотри рисунок ниже). При этом "заход" проволоки (отправная точка) осуществляться либо снаружи детали (как на рисунке), либо (например, во избежание возможных поводок, вызванных внутренними напряжениями материала) из дополнительного внутреннего отверстия в заготовке на некотором расстоянии от начальной точки контура.
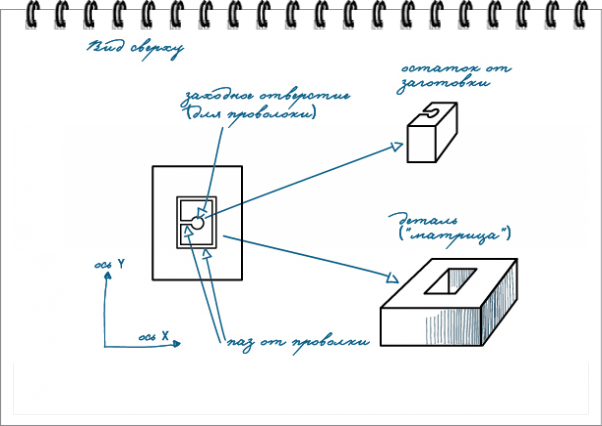
2. Для получения детали с внутренним контуром ("матрица") необходимо иметь предварительное "заходное" отверстие в заготовке, через которое проволока-
Важным технологическим фактором проволочно-
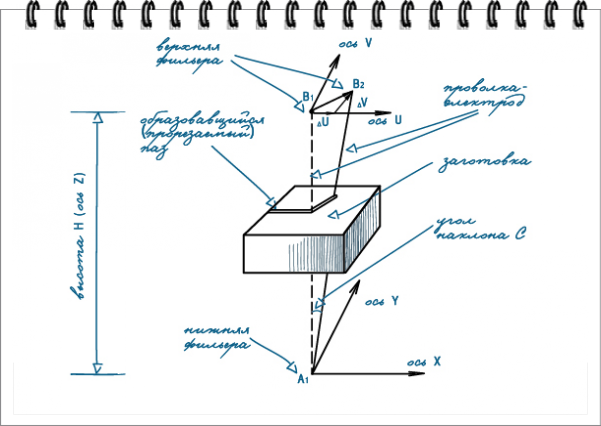
Возможность отклонения проволоки-
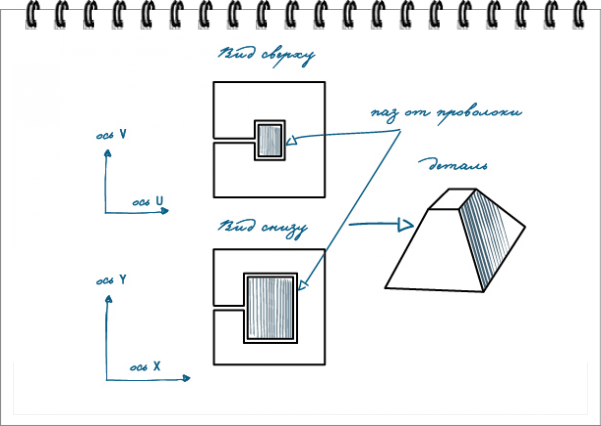
В общем случае можно изготовить деталь с верхним и нижним контуром различной геометрии (простейший пример: сверху -
Еще раз обратим Ваше внимание, что, как правило, в спецификациях станков с описанной возможностью 4-
На следующем рисунке представлены детали, полученные как с помощью 2-

Сегодня станки ряда производителей имеют дополнительную (в большинстве случаев "опциональную") возможность оснащения шестой поворотной осью. Обычно это реализовано в виде механического устройства ("поворотного стола"), подключаемого к системе ЧПУ. Подобный узел имеет либо вращаемый стол-

Поворотный узел, как правило, устанавливается на предметный стол станка таким образом, что ось его вращения выставляется параллельно оси X или Y, иногда Z (вертикально). В общем случае может быть реализована одновременная 5-